Die Werkzeugstamm-Tabelle ist eine der wichtigsten Tabellen für die Werkzeugbezogene Fertigungssteuerung und Maschinendatenerfassung. Hier pflegen Sie allgemeine Werkzeugstammdaten, Nesterdefinitionen, Rüstparameter und Vorgabezeiten. Ohne den Werkzeugstamm können Sie keinen Fertigungsauftrag freigeben und an die Maschinendatenerfassung übergeben.
Bevor Sie neue Werkzeugstammdaten erfassen, werfen Sie bitte einen Blick auf die Voraussetzungen.
Das Programm startet mit einer Übersicht aller gespeicherten Werkzeugstammdaten.
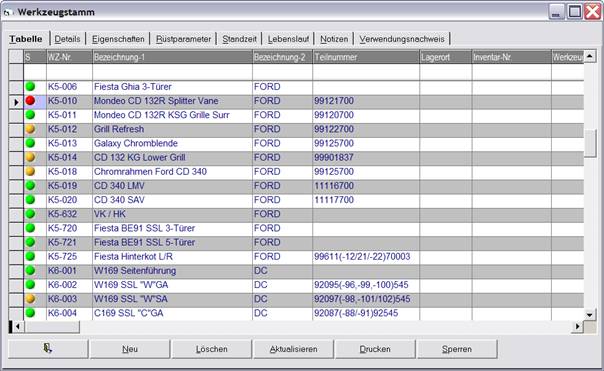
Der Status des Werkzeugs wird farblich dargestellt.
Grün = Das Werkzeug ist freigegeben und steht der Produktion zur Verfügung
Orange = Mit dem Werkzeug wird zur Zeit produziert
Rot = Das Werkzeug ist gesperrt
|
Beenden |
Beendet das Programm |
|
Neu |
Ermöglicht Ihnen die Neuanlage eines Werkzeugs. Wenn Sie zuvor einen vorhandenen Werkzeugstamm markieren, erscheint eine Abfrage, ob Sie diesen Werkzeugstamm als Basis für eine Kopie verwenden möchten |
|
Löschen |
Löscht den markierten Werkzeugstamm mit allen dazu gehörenden Informationen.
|
|
Aktualisieren |
Aktualisiert die Tabelle durch erneutes Lesen der Datenbank. |
|
|
Druckt eine Stammdatenliste ALLER Werkzeugstammsätze. Die Liste enthält die Spalten Werkzeug-Nr., Bezeichnung, Werkzeug-Nr des Kunden, Änderungsindex, Abmessungen, Gewicht und Lagerplatz. |
|
Sperren |
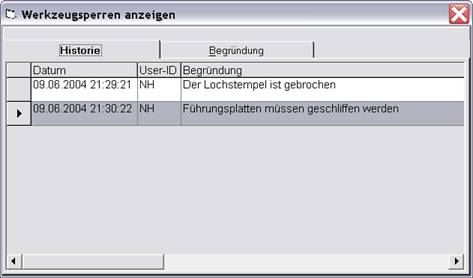
Mit dieser Funktion können Sie ein Werkzeug sperren, gesetzte Sperren löschen oder eine Historie der Sperrungen und deren Begründungen betrachten. |
|
|
Sie können den Werkzeugstamm nur löschen, wenn das Werkzeug in keinem Arbeitsplan oder Fertigungsauftrag zugeordnet wurde. |
Markieren Sie das gewünschte Werkzeug.
Klicken Sie auf die Schaltfläche Sperren.
Ist das Werkzeug noch nicht gesperrt, erscheint das Fenster Werkzeug sperren, in dem Sie eine Begründung erfassen müssen.
Ist das Werkzeug gesperrt, erscheint die Abfrage Wollen Sie die Werkzeugsperre löschen?
Wenn Sie diese Abfrage mit NEIN beantworten, erscheint eine Liste der bisherigen Sperrungen und deren Begründungen.
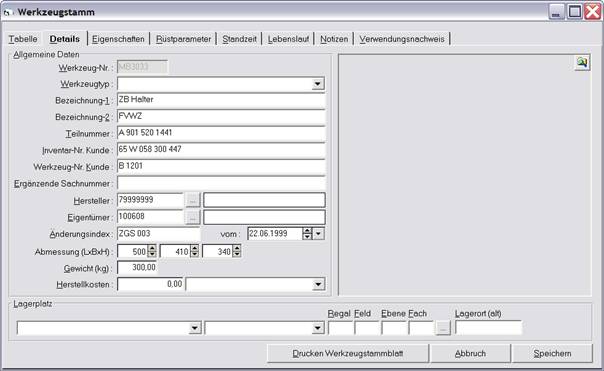
Im Register Details finden Sie allgemeine Stammdaten des Werkzeugs.
|
Werkzeug-Nr. |
6stellige Werkzeug-Nr. unter der Sie das Werkzeug später eindeutig zuordnen können. |
|
Werkzeugtyp |
Dieses Feld wird verwendet, um unterschiedliche Vorlagen für jeden Werkzeugtyp erstellen zu können, die Ihnen bei der Neuanlage im Register Eigenschaften automatisch vorgeschlagen werden.
In der Parameterverwaltung finden Sie unter Systemparameter\Systemtabellen\Fertigungssteuerung das Programm Werkzeugtypen, mit dem Sie die in Ihrem Hause verwendeten Werkzeugtypen individuell festlegen können. |
|
Bezeichnung-1 |
Frei definierbare Bezeichnung. In der Regel wird hier die Bezeichnung des produzierten Erzeugnisses eingetragen. |
|
Bezeichnung-2 |
Frei definierbare Bezeichnung. In der Regel wird hier die Bezeichnung des Werkzeugs (Ziehwerkzeug, Formwerkzeug) eingetragen. |
|
Teilnummer |
Teil- oder Sachnummer des produzierten Erzeugnisses. |
|
Ergänzende Sachnummer |
Ergänzende Sachnummer des produzierten Erzeugnisses (Opel) |
|
Inventar-Nr. des Kunden |
Inventarnummer, die der Kunde für das Werkzeug vergeben hat. |
|
Werkzeug-Nr. des Kunden |
Werkzeugnummer, unter der das Werkzeug vom Kunden identifiziert werden kann. In der Regel wird diese Nummer im Auftrag oder der Werkzeugzeichnung benannt. |
|
Hersteller |
Adress-Nr. des Werkzeugherstellers |
|
Eigentümer |
Adress-Nr. des Werkzeugeigentümers |
|
Änderungsindex |
Änderungsindex des Werkzeugs |
|
Änderungsstand |
Änderungsstand des Werkzeugs |
|
Abmessungen in mm |
Länge oder Formlänge (Senkrecht) Breite oder Einbaubreite (Waagerecht) Höhe oder Einbauhöhe (Tiefe) |
|
Gewicht in KGM |
Werkzeuggewicht in KGM |
|
Herstellkosten |
Werkzeug Herstell- oder Beschaffungskosten |
|
Währung der Herstellkosten |
Währung der Herstell- oder Beschaffungskosten |
|
Lagerplatz |
Lagerstandort, Lagerbereich und Hochregal-Lagerplatz des Werkzeugs |
|
Lagerort |
Frei definierbarer 8stelliger Lagerort |
|
|
Druckt das Werkzeugstammblatt auf dem Standarddrucker |
|
Abbruch |
Ihre Eingaben werden nicht gespeichert |
|
Speichern |
Ihre Eingaben werden gespeichert |
Wenn Sie noch kein Foto zugeordnet haben, erscheint oben Rechts eine Schaltfläche, mit der Sie das Foto auswählen können.
Ein bereits zugeordnetes Foto wird sofort angezeigt.
Ansonsten erscheint im rechten Teil eine Lupe zur Auswahl eines Fotos.
Dieses Symbol wird durch das Foto überlagert, kann aber durch einen Doppelklick auf das Foto in den Vordergrund geholt werden.
Die zuvor in der Parameterverwaltung angelegten Werkzeug-Eigenschaften werden Ihnen bei der Neuanlage automatisch vorgeschlagen.
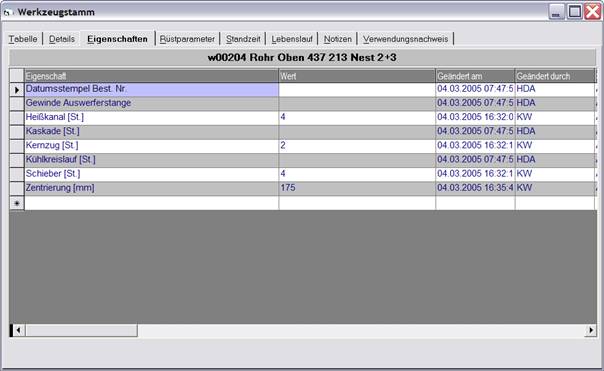
In der Regel ergänzen Sie die Spalte Wert um Ihre Daten. Der Vorschlag kann jedoch individuell verändert werden.
Sie können Eigenschaften löschen, in dem Sie die entsprechende Zeile markieren und auf ENTF klicken.
Um die Beschreibung einer Eigenschaft zu ändern, positionieren Sie den Cursor in der Spalte Eigenschaft und überschreiben dort die vorhandene Beschreibung.
Neue Eigenschaften können in der *-Zeile angefügt werden
Erfassen Sie den Eigenschaftswert in der Spalte Wert oder editieren Sie die Eigenschaft und den entsprechenden Wert
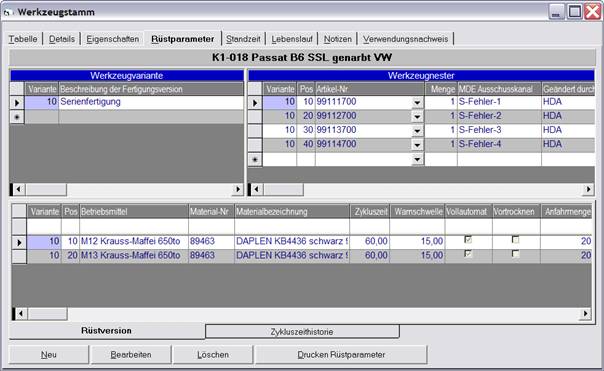
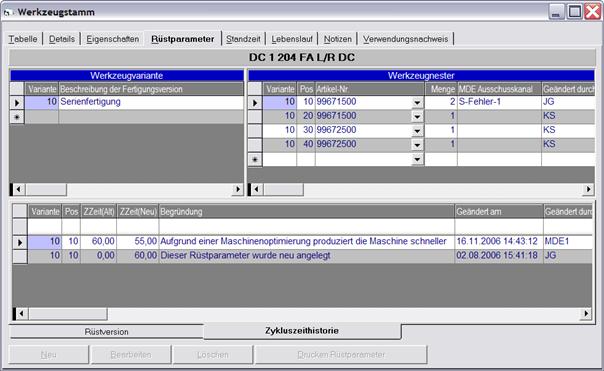
Im Register Rüstparameter finden Sie oben links die Tabelle Werkzeugvarianten, in der Sie mehrere Werkzeugvarianten anlegen können.
Die Tabellen Werkzeugnester und Rüstparameter beziehen sich auf eine Werkzeugvariante, damit Sie für jede Werkzeugvariante unterschiedliche Nesterdefinitionen und Rüstversionen definieren können.
Im unteren Teil finden Sie ein Register Rüstversion und ein Register Zykluszeithistorie.
Im Register Rüstversion befindet sich die Tabelle Rüstparameter, mit der Sie eine Beziehung zwischen dem Werkzeug und den möglichen Betriebsmittel herstellen können. Darin können Sie Rüst- und Einrichtparameter benennen, die nur in der Kombination Werkzeug - Betriebsmittel relevant sind.
|
|
Damit legen Sie also für die Werkzeugbezogene Fertigungsauftragsfreigabe und die Reihenfolgeplanung fest, auf welchen Maschinen mit dem Werkzeug produziert werden darf. |
|
Neu |
Mit dieser Funktion legen Sie einen neuen Rüstparameter an. (siehe Rüstparameter-Kopfdaten und Rüstparameter-Einrichtplan) |
|
Bearbeiten |
Mit dieser Funktion bearbeiten Sie einen markierten Rüstparameter. (siehe Rüstparameter-Kopfdaten und Rüstparameter-Einrichtplan) |
|
Löschen |
Löscht einen markierten Rüstparameter. |
|
|
Druckt alle Rüstparameter aller Werkzeugvarianten. |
Um eine weitere Fertigungsvariante anzulegen, beschreiben Sie einfach die Fertigungsvariante und springen danach mit dem Cursor in die vorherige Zeile zurück.
Dann können Sie in der Tabelle Werkzeugnester die darin produzierten Erzeugnisse der Werkzeugvariante mit der dazu gehörenden Nesteranzahl definieren.
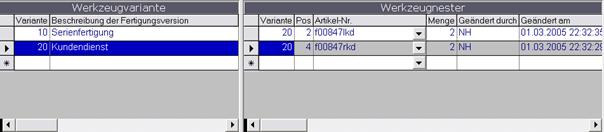
Sie können die Artikelnummer entweder direkt erfassen oder über ![]() auswählen.
auswählen.
In der *-Zeile können Sie neue Artikel hinzufügen.
|
|
Hinweis für Kunden mit der Maschinendatenerfassung Vergessen Sie nicht, die Taster Ihres Handgerätes mit einem MDE-Ausschusskanal des Interfaces zu verbinden. Sonst ist Ihre Ausschussermittlung fehlerhaft. |

Abbildung 1 Richtig
Abbildung 2 Falsch. Es wurden nicht für alle Nester Ausschusskanäle definiert
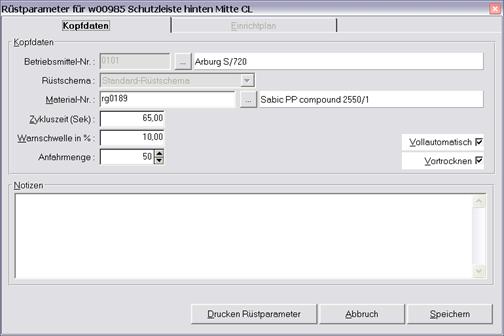
In diesem Fenster ordnen Sie der Werkzeugvariante ein mögliches Betriebsmittel zu und legen das verwendbare Material mit der dazu gehörigen Zykluszeit fest.
|
Material-Nr. |
Verwendbares Material (Infofeld, Ersetzt nicht die Stückliste) |
|
Zykluszeit in Sekunden |
Vorgabezeit für einen Zyklus in Sekunden |
|
Warnschwelle in % |
Wenn die von der MDE gemessene durchschnittliche Zykluszeit um diesen Prozentsatz abweicht, kann eine Warnung per eMail ausgelöst werden. |
|
Anfahrmenge |
Anfahrmenge, die beim Rüsten eingehalten werden muss. |
|
Vollautomatisch (J/N) |
Kennzeichnet, ob die Maschine in dieser Rüstvariante vollautomatisch läuft. |
|
Vortrocknen (J/N) |
Kennzeichnet, ob das Material vorgetrocknet werden muss. |
|
|
Wenn Sie die Zykluszeit verändern, müssen Sie in dem folgenden Fenster eine Begründung erfassen, die das Programm in der Zykluszeithistorie speichert. |
Für jede in der Strukturanzeige aufgeführte Eigenschaft können die erforderlichen Einstellungen für den Einrichter definiert werden. Das Programm schlägt Ihnen bei der Neuanlage die Angaben des Rüstschemas (Parameterverwaltung\Fertigungssteuerung\Rüstschema) vor.
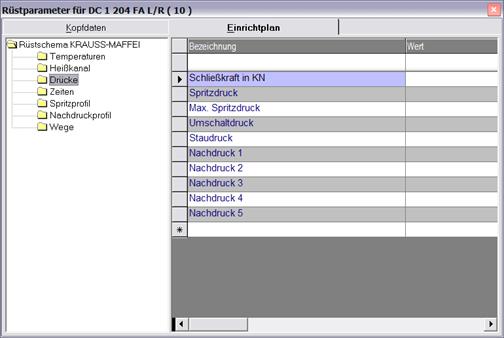
In der Regel ergänzen Sie die Spalte Wert um Ihre Daten.
Der Vorschlag kann individuell verändert werden, in dem Sie
die Spalte Eigenschaft bearbeiten
Zeilenweise löschen
In der *-Zeile weitere Zeilen hinzufügen
In der Zykluszeithistorie werden alle Veränderungen der Zykluszeit protokolliert.
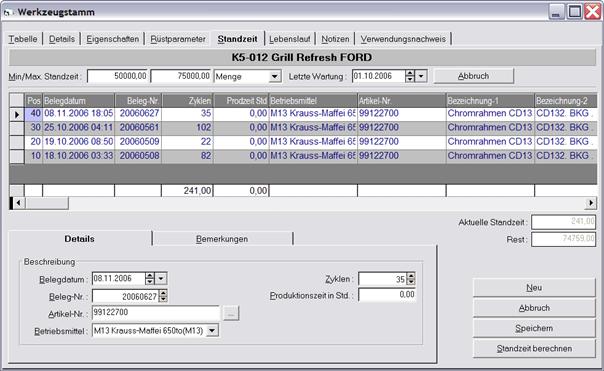
In dem Register Standzeiten können Sie die minimale und maximale Standzeit als Zeit- oder Mengeneinheit definieren.
Zum Leistungsumfang der Maschinendatenerfassung gehört die Protokollierung der produzierten Mengen, wenn der Fertigungsauftrag mit der Betriebsmittelsteuerung beendet wird. Ihre Vorgaben werden mit der Produktionshistorie verglichen und bilden die Basis für einen Wartungsvorschlag, sobald die Mengen- oder Zeitvorgaben erreicht sind.
In der Produktionshistorie erscheinen sämtliche Fertigungsaufträge, die nach der Aktivierung der Protokollierung das entsprechende Werkzeug verwendeten.
Sie können aber auch selbst einen Saldovortrag oder eine Korrekturbuchung erfassen, um die ausgewiesenen Mengen und Zeiten zu korrigieren.
|
Belegdatum |
Datum des Fertigungsauftrags oder Lieferscheins |
|
Belegnummer |
Fertigungsauftrags- oder Lieferscheinnummer |
|
Artikelnummer |
Artikelnummer, die mit dem Werkzeug produziert wurde |
|
Betriebsmittel |
Betriebsmittel, mit dem produziert wurde |
|
Zyklen |
Zyklen oder Hübe, mit denen das Werkzeug belastet werden soll |
|
Produktionszeit in Stunden |
Produktionszeit in Stunden, mit der das Werkzeug belastet werden soll |
Um das Werkzeug vor der Aktivierung der automatischen Protokollierung mit einem Anfangssaldo belasten zu können oder um nicht protokollierte Mengen nachtragen zu können, stehen Ihnen folgende Schaltflächen zu Verfügung.
|
Neu |
Um das Werkzeug mit Mengen und Zeiten zu belasten, klicken Sie auf die Schaltfläche Neu und geben positive Werte ein. Negative Werte führen zu einer Entlastung. |
|
Abbruch |
Ihre letzten Eingaben werden verworfen |
|
Speichern |
Ihre letzten Eingaben werden gespeichert |
|
Standzeit berechnen |
Sammelt die Rückmeldungen der Fertigungsaufträge seit der letzten Wartung |
Löschen der bisher aufgelaufenen Werte in der Standzeithistorie
Belastung der Werkzeuge anhand der Lieferscheinhistorie
Aktivierung der Standzeitfortschreibung im Betriebsmittelstatus zum Stichtag
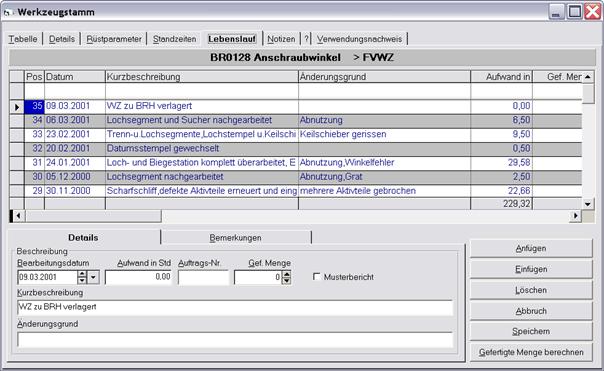
Im Werkzeug-Lebenslauf können Sie sämtliche Werkzeugänderungen und Wartungsarbeiten protokollieren.
|
Bearbeitungsdatum |
Datum der Werkzeugänderung |
|
Aufwand in Stunden |
Änderungsaufwand in Stunden |
|
Auftragsnummer |
Auftragsnummer unter der die Werkzeugänderung durchgeführt wurde |
|
Gefertigte Menge |
Zyklen, Hübe oder gefertigte Menge, die mit dem Werkzeug bis zum Bearbeitungsdatum erreicht wurde. |
|
Kurzbeschreibung |
Beschreibung der durchgeführten Änderungen |
|
Änderungsgrund |
Begründung der Änderung |
|
Anfügen |
Ermöglicht das Anfügen einer Lebenslaufposition |
|
Einfügen |
Ermöglicht das Einfügen einer Lebenslaufposition |
|
Löschen |
Löscht die markierte Lebenslaufposition |
|
Abbruch |
Ihre letzten Eingaben werden verworfen |
|
Speichern |
Ihre letzten Eingaben werden gespeichert. |
|
Gefertigte Menge berechnen |
Mit dieser Funktion wird die Summe der Liefermengen aus dem Lieferscheinjournal berechnet und im Werkzeug-Lebenslauf eingetragen.
|
In diesem Register können Sie individuelle Notizen speichern.
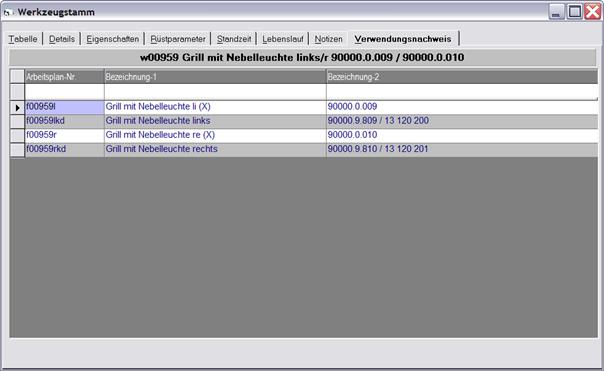
Im Verwendungsnachweis erscheinen sämtliche Arbeitspläne, in denen das Werkzeug zugeordnet wurde.