
Dieses Programm wurde speziell für Unternehmen entwickelt, die Werkzeuge mit unterschiedlichen Kavitäten verwenden.
In diesem Register wählen Sie das zu verwendende Werkzeug und die sich daraus ergebene Produktionsvariante aus, bestimmen die Fertigungsmenge und den Fertigungszeitraum.
Eine Kurzbeschreibung über die erforderlichen Schritte zur Freigabe einen Fertigungsauftrags finden Sie hier.
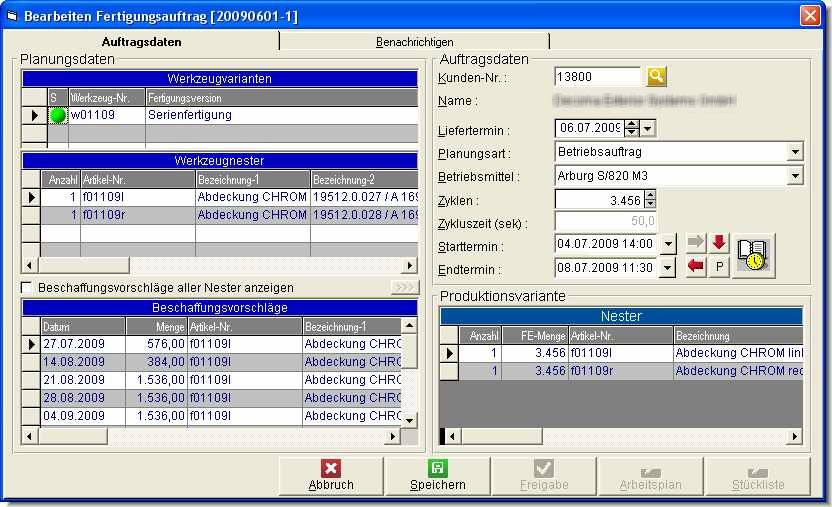
In dem Register Auftragsdaten finden Sie auf der linken Seite drei unveränderbare Tabellen mit Planungsdaten.
Werkzeugvariante laut Rüstparameter des Werkzeugstamms
Nesterdefinitionen der Werkzeugvariante laut Rüstparameter des Werkzeugstamms
Beschaffungsvorschläge aus der Dispositionsliste
In der Tabelle Werkzeugvariante erscheinen alle möglichen Produktionsvarianten eines Werkzeugs. Auf diese Weise können Sie beispielsweise zwischen Serienaufträgen und Kundendienstaufträgen unterscheiden. Jede Produktionsvariante kann wiederum verschiedene Nester oder Kavitäten haben.
Wenn Sie Beschaffungsvorschläge aller Nester anzeigen wählen, erscheinen in der Tabelle Beschaffungsvorschläge die Beschaffungsvorschläge aus der Materialbedarfsplanung aller betroffenen Artikel. Ansonsten nur die Beschaffungsvorschläge des Artikels, der unter Nester markiert wurde
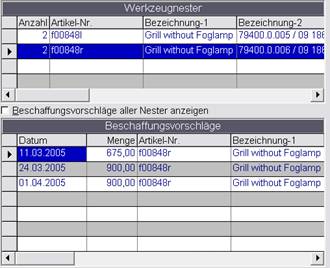
Abbildung 1 Die Beschaffungsvorschläge sind nach Termin und Artikel# sortiert
Auf der rechten Seite finden Sie die Tabelle Nester der Produktionsvariante. Mit dieser Tabelle bestimmen Sie , welche Nester oder Kavitäten der Werkzeugvariante letztendlich gefertigt werden sollen. Mit einem Klick auf die Schaltfläche >>> übernehmen Sie die markierten Artikelnummern der Tabelle Werkzeugnester in die Tabelle Nester der Produktionsvariante. Danach haben Sie die Möglichkeit, die Spalte Anzahl zu verändern. Die Berechnung der Fertigungsmenge erfolgt aus der Formel (Zyklen * Anzahl der Nester).
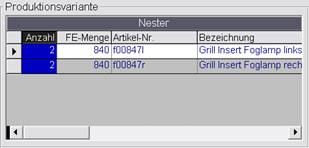
Um eine Artikelnummer zu löschen, markieren Sie die Zeile und drücken Sie auf ENTF. Wenn die Tabelle leer ist, wird die Schaltfläche >>> wieder freigeschaltet, damit Sie die Produktionsvariante neu bestimmen können.
|
Kundennummer |
Adressnummer des Kunden |
|
Liefertermin |
Liefertermin des Kunden |
|
Planungsart |
Die Planungsart steuert das Verhalten der Software bei der Freigabe von Fertigungsaufträgen und beim Druck der Fertigungspapiere. Sie können darin festlegen, welche Belegarten gedruckt und welches Terminierungsmodell bei der Kapazitätsrechnung verwendet werden soll. |
|
Betriebsmittel |
Bei der Werkzeugbezogenen Freigabe ergeben sich die nutzbaren Betriebsmittel aus dem Rüstparameter des Werkzeugstamms, die von der Software nach der Auswahl in den Arbeitsplan des Fertigungsauftrags übernommen werden. |
|
Zyklen |
Anzahl der zu produzierenden Zyklen. Aus der Multiplikation mit der Spalte Anzahl in der Tabelle Nester ergibt sich die Fertigungsmenge des jeweiligen Nestes. |
|
Zykluszeit in Sekunden |
Geplante Zeit pro Einheit (te) in Sekunden |
|
Starttermin |
Geplanter Starttermin |
|
Endtermin |
Geplanter Endtermin |
|
Abbruch |
Ihre letzten Änderungen werden nicht gespeichert. Das Fenster wird geschlossen. |
|
Speichern |
Der Fertigungsauftrag wird gespeichert und erhält den Status Angelegt oder Geplant. |
|
Freigabe |
Ihre Eingaben werden geprüft und gespeichert. Anschließend wird das Fenster zur Freigabe der Fertigungspapiere geöffnet. |
|
Arbeitsplan |
Öffnet den Arbeitsplan des Fertigungsauftrags zur Bearbeitung |
|
Stückliste |
Öffnet die Stückliste des Fertigungsauftrags zur Bearbeitung |
Markieren Sie in der mittleren Tabelle die für die Produktion relevanten Werkzeugnester und klicken auf die Schaltfläche ![]() . Dadurch werden die markierten Nester in die unter Produktionsvariante angezeigte Tabelle Nester kopiert und für die Produktion endgültig festgelegt. Alle dort angegeben Nester werden produziert.
. Dadurch werden die markierten Nester in die unter Produktionsvariante angezeigte Tabelle Nester kopiert und für die Produktion endgültig festgelegt. Alle dort angegeben Nester werden produziert.
Mit Hilfe der Schaltfläche ![]() ermitteln Sie den frühesten Starttermin laut Maschinendatenerfassung. Der MDE-Server berechnet für jeden in Arbeit befindlichen Fertigungsauftrag den voraussichtlichen Endtermin. Das entspricht dem frühesten Starttermin für Folgeaufträge. Wenn Sie das Modul Maschinendatenerfassung nicht verwenden, ist diese Funktion wirkungslos.
ermitteln Sie den frühesten Starttermin laut Maschinendatenerfassung. Der MDE-Server berechnet für jeden in Arbeit befindlichen Fertigungsauftrag den voraussichtlichen Endtermin. Das entspricht dem frühesten Starttermin für Folgeaufträge. Wenn Sie das Modul Maschinendatenerfassung nicht verwenden, ist diese Funktion wirkungslos.
Mit Hilfe der Schaltfläche ![]() öffnen Sie das Fenster Berechnen der Zyklen, mit dessen Hilfe Sie die produzierbare Menge innerhalb eines Start- und Endtermins berechnen können.
öffnen Sie das Fenster Berechnen der Zyklen, mit dessen Hilfe Sie die produzierbare Menge innerhalb eines Start- und Endtermins berechnen können.
Liegt der Termin des Beschaffungsvorschlags in der Zukunft, führt die Software unter Berücksichtigung der Durchlaufzeit eine Rückwärtsterminierung durch und bestimmt den Starttermin automatisch.
Erfassen Sie den geplanten Starttermin und klicken Sie auf die Schaltfläche ![]()
Liegt der Termin des Beschaffungsvorschlags in der Vergangenheit, setzt die Software das aktuelle Tagesdatum als Starttermin ein und bestimmt den Endtermin per Vorwärtsterminierung unter Berücksichtigung der Durchlaufzeit.
Erfassen Sie den geplanten Endtermin und klicken Sie auf die Schaltfläche ![]()
Klicken Sie auf die Schaltfläche  um die Reihenfolgeplanung zu öffnen.
um die Reihenfolgeplanung zu öffnen.
![]() Möchten Sie Start- und Endtermin selbst bestimmen, klappen Sie den Kalender auf und wählen das entsprechende Datum direkt aus dem Kalender aus. In diesem Fall wird die automatische Terminierung unterbunden.
Möchten Sie Start- und Endtermin selbst bestimmen, klappen Sie den Kalender auf und wählen das entsprechende Datum direkt aus dem Kalender aus. In diesem Fall wird die automatische Terminierung unterbunden.
![]() Wenn Start- und/oder Endtermin in der Vergangenheit liegen erscheint eine Warnung. Sie können den Fertigungsauftrag jedoch trotzdem freigeben.
Wenn Start- und/oder Endtermin in der Vergangenheit liegen erscheint eine Warnung. Sie können den Fertigungsauftrag jedoch trotzdem freigeben.
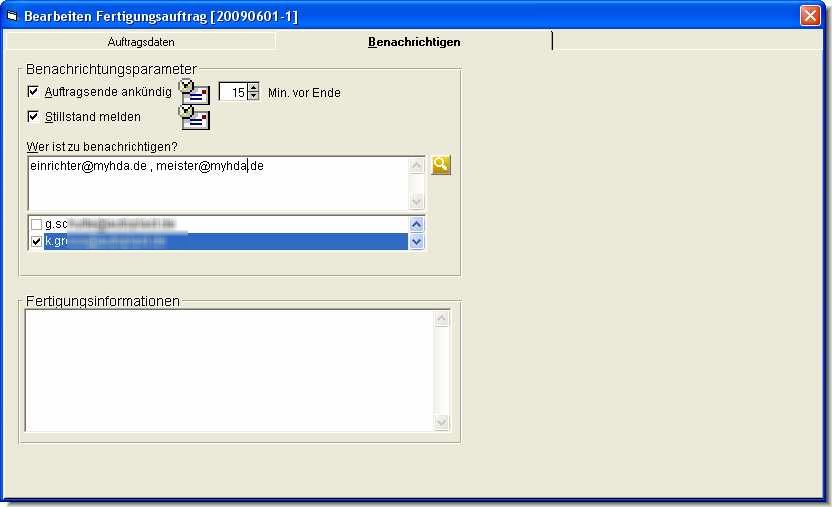
Speziell für das Modul Maschinendatenerfassung können hier erweiterte Eigenschaften definiert werden. Wenn Sie die Maschinendatenerfassung nicht einsetzen, sind die Benachrichtigungsparameter wirkungslos.
|
Auftragsende ankündigen |
Aktivieren Sie diese Eigenschaft, wenn Sie eine Vorwarnung per E-Mail oder SMS wünschen. Der MDE-Server berechnet permanent den voraussichtlichen Endtermin und kann Sie einige Minuten vor Auftragsende benachrichtigen, damit Sie einen Folgeauftrag einrichten können. |
|
Minuten vor Ende |
Hier legen Sie fest, wie viele Minuten vor dem Endtermin benachrichtigt werden soll. |
|
Stillstand melden |
Aktivieren Sie diese Eigenschaft, wenn Ihnen Stillstände per eMail oder SMS gemeldet werden sollen. Die Stillstandsbedingung ist erfüllt, wenn der letzte Zyklus älter als 5 Minuten ist. |
|
Wer ist zu benachrichtigen? |
E-Mail Adressen der zu benachrichtigenden Mitarbeiter. Sobald Sie den Cursor auf dieses Eingabefeld stellen erscheint eine Listbox, in der Sie die zu benachrichtigenden Mitarbeiter markieren können. Diese Listbox schließt sich wieder, wenn Sie auf die Schaltfläche mit der Lupe klicken. Dann erscheinen die Mitarbeiternamen in dem Eingabefeld durch Semikolon getrennt. Natürlich können Sie die E-Mail Adressen der Empfänger auch erfassen. Bitte achten Sie dann auf die Trennung der Empfänger durch ein Semikolon. |
|
Fertigungsinformationen |
Individuelle Bemerkungen für die Fertigungspapiere |